械加工")
常州市新倫機(jī)械有限公司
聯(lián)系人:邵國新
電話:0519-88551773
手機(jī):13801500695
郵箱:czxinlun@sina.com
地址:常州市武進(jìn)區(qū)洛陽鎮(zhèn)虞橋路26號
網(wǎng)址 : m.yulongbj.cn
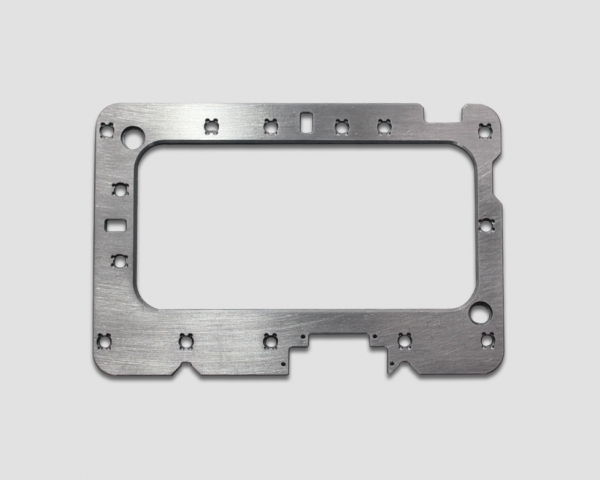
精密機(jī)械零部件加工振動切削加工的優(yōu)勢
振動切削時,由于切削力小、切削溫度低、冷卻充分,切屑的折斷和排擠都比較容易,可明顯進(jìn)步精密機(jī)器配件加工刀具應(yīng)用壽命,如振動參數(shù)選擇恰當(dāng),普通可使刀具壽命延長幾倍到幾十倍,對難加工質(zhì)料和難加工工序應(yīng)用結(jié)果更好。用硬質(zhì)合金刀具對不銹鋼舉辦超聲振動切削試驗證明,刀具應(yīng)用壽命比普通切削方式進(jìn)步20倍。刀具壽命的延長不但可節(jié)約刀具質(zhì)料,減少幫助時間,低垂精密機(jī)器配件加工成本,進(jìn)步生產(chǎn)服從,而且有益于擔(dān)保加工品格。
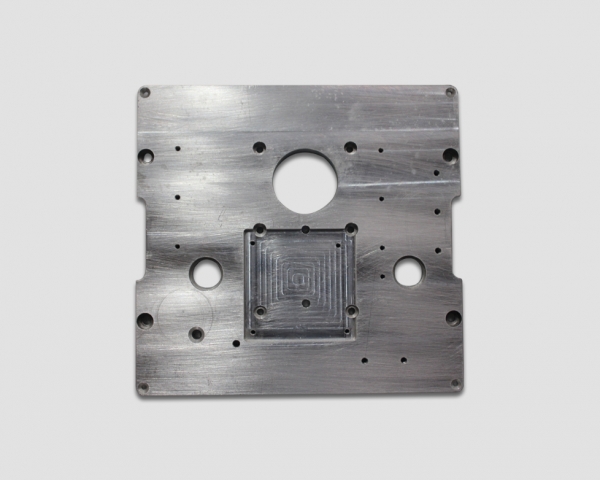
機(jī)械零部件加工接納普通切削時,切屑老是壓在刀具前刀面上形成一個高溫高壓區(qū),切削液難以進(jìn)入切削區(qū),只能在刀具外圍起間接冷卻作用,接納振動切削時,由于切削為斷續(xù)形式,當(dāng)?shù)毒吲c精密零部件分離時,切削液從四周進(jìn)入切削區(qū),對刀尖舉辦充分冷卻和潤滑,分外在超聲振動切削時。
械零部件加工")
由于超聲振動形成的空化作用,一方面可使切削液勻稱乳化,形成勻稱一致的乳化液微粒,另一方面切削液更容易分泌質(zhì)料的裂紋內(nèi),可進(jìn)一步進(jìn)步切削液應(yīng)用結(jié)果,改善排屑條件,從而進(jìn)步精密機(jī)器配件加工品格。
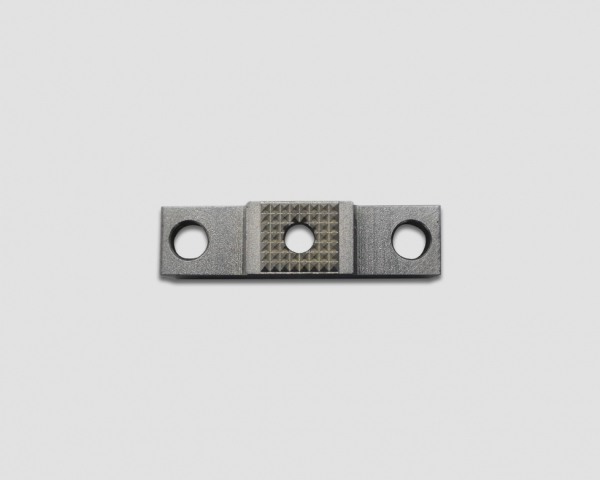
機(jī)械零部件加工振動切削時,刀具按正弦規(guī)則振動,在已加工表面形成細(xì)小刀痕,類似二次再加工時形成的花格式網(wǎng)狀花紋,大量花紋勻稱密布在精密機(jī)器配件加工表面上,使零件工作時易形成較厚油膜,可進(jìn)步滑動辯論的耐磨性。振動切削的殘余應(yīng)力很小,加工變質(zhì)層較淺,只在刃口附近有很小加工變形,工作表面金相組織變化很小,與質(zhì)料內(nèi)部金相組織幾乎相配,因此進(jìn)步了精密機(jī)器配件加工表面的耐侵蝕性,切削試驗證明,振動切削工件表面的耐磨性及耐侵蝕性靠近于磨削加工表面,足以擔(dān)保精密機(jī)器配件的加工精度。